Special Machines
Due to many factors (large batches, complexity, multipart assembly…), the manufacturing of specific parts sometimes requires the design of special purpose equipment.
The goal is usually to obtain a final product directly from raw materials in coils, which can be achieved by integrating the part fabricating with assembly processes.
Special machines carry several years of experience in wire and strip working. They use the best of today’s know-how in mechanics, pneumatics, hydraulics and electronics, to manufacture functional, effective and reliable products, with efficiency.

Videos
Pictures
Bowl-feeder cage feeding

Fabricating of cages from coil

Feeding and punching of straps

Rotary-type assembling station

Screwing (small product diameter)

Screwing (big product diameter)
Special ring coiler, forming station

Copper coil enamelling, coiling, bending
and assembling machine

Finished products examples








Equipement example of
“a machine to produce U-staples with both ends chamfered”
“a machine to produce U-staples with both ends chamfered”

Finished parts made on the machine
This equipment is capable of processing wire up to 3.5 mm diameter, with total developed staple lengths up to 100 mm. The products leave the machine directly with both ends chamfered.
The raw materials come from two coils of wire, each of which are placed on a motorized decoiler with a capacity of 1000 kg, so as to double the production rate without having to bear the inconvenience of having to speed up the feeding, bending and chamfering operations. The production rate is set at 120 staples per minute.
The process
1. Two coils of wire are placed on two motorized decoilers.
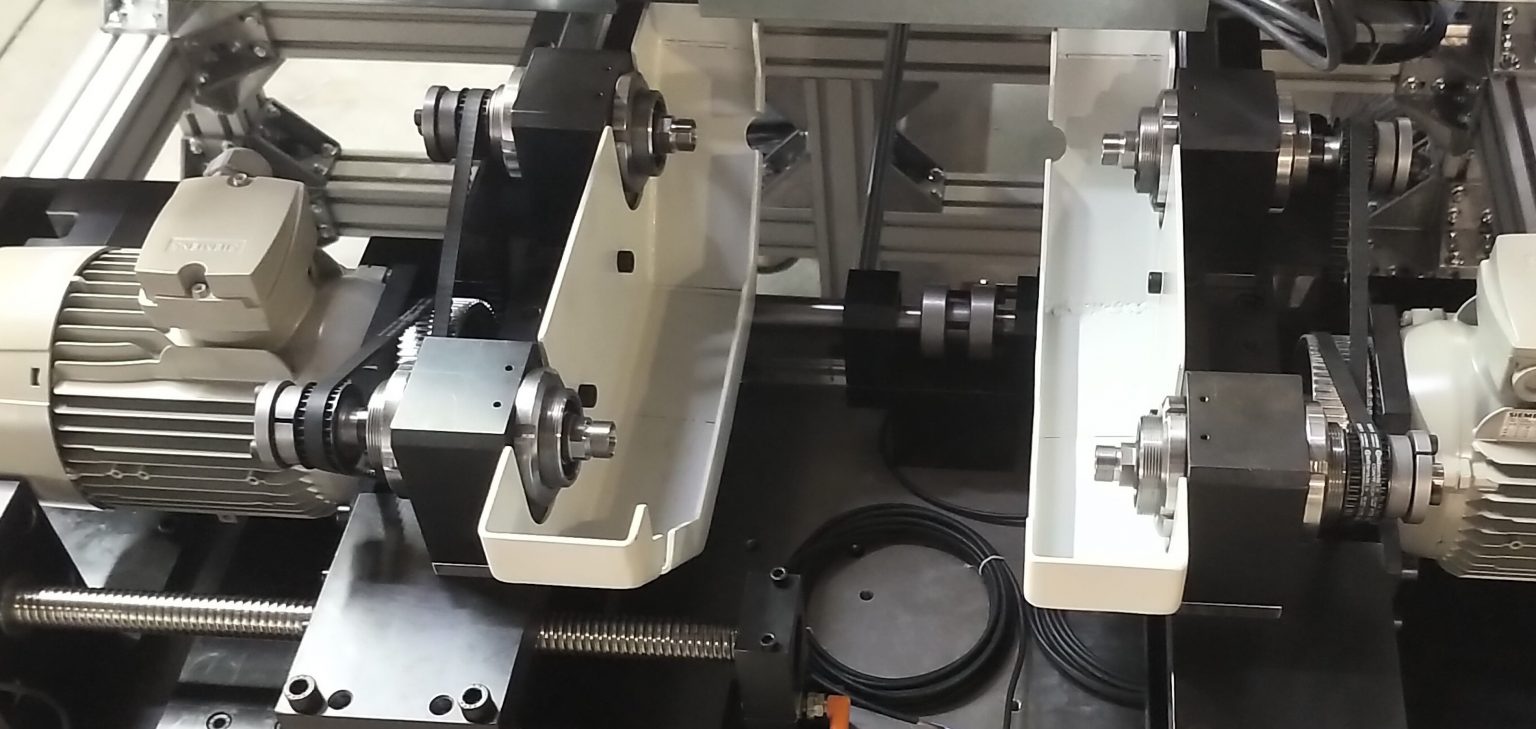
2. The wires pass through a double rotary straightener, whose mechanical positioning is ensured by a motorized system, digitally adjustable and reproducible.

Double rotary straightener
3. The main machine processes the wire in discontinuous mode. The decoilers feed the raw materials at fairly continuous speeds. In order to synchronize the two systems, a double raw material accumulation loop has been created between the two sub-assemblies.
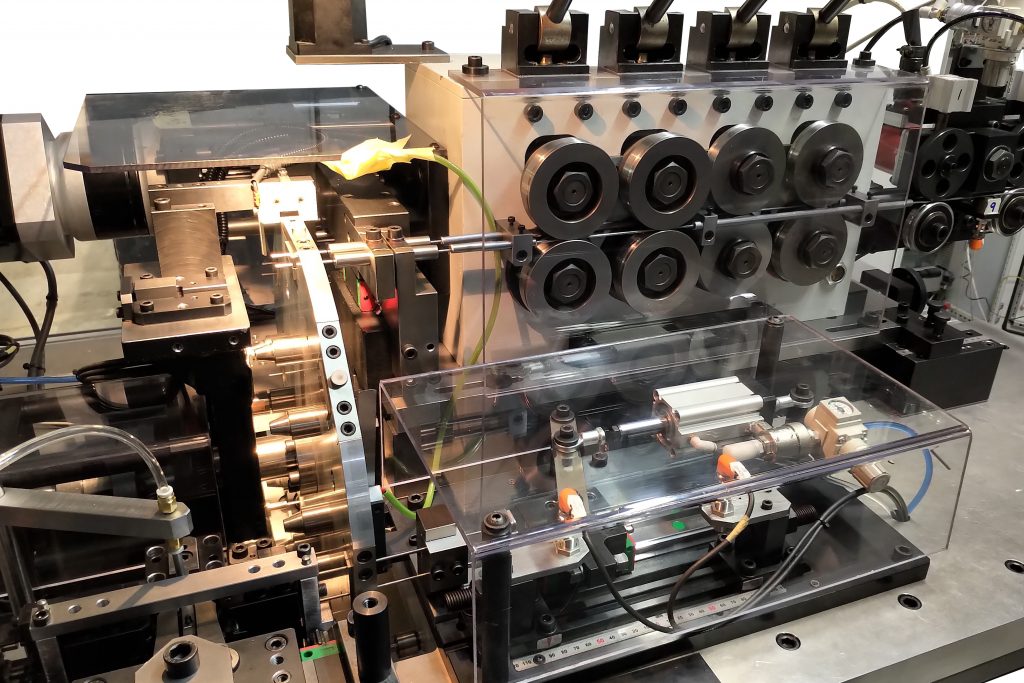
4. A double set of four feed rollers, with quick clamping and opening, ensures the wire feeding. Each set is driven by its own motor. To avoid any possible slippage in the wire feed, the encoders take their rotation directly from the running raw materials.
-

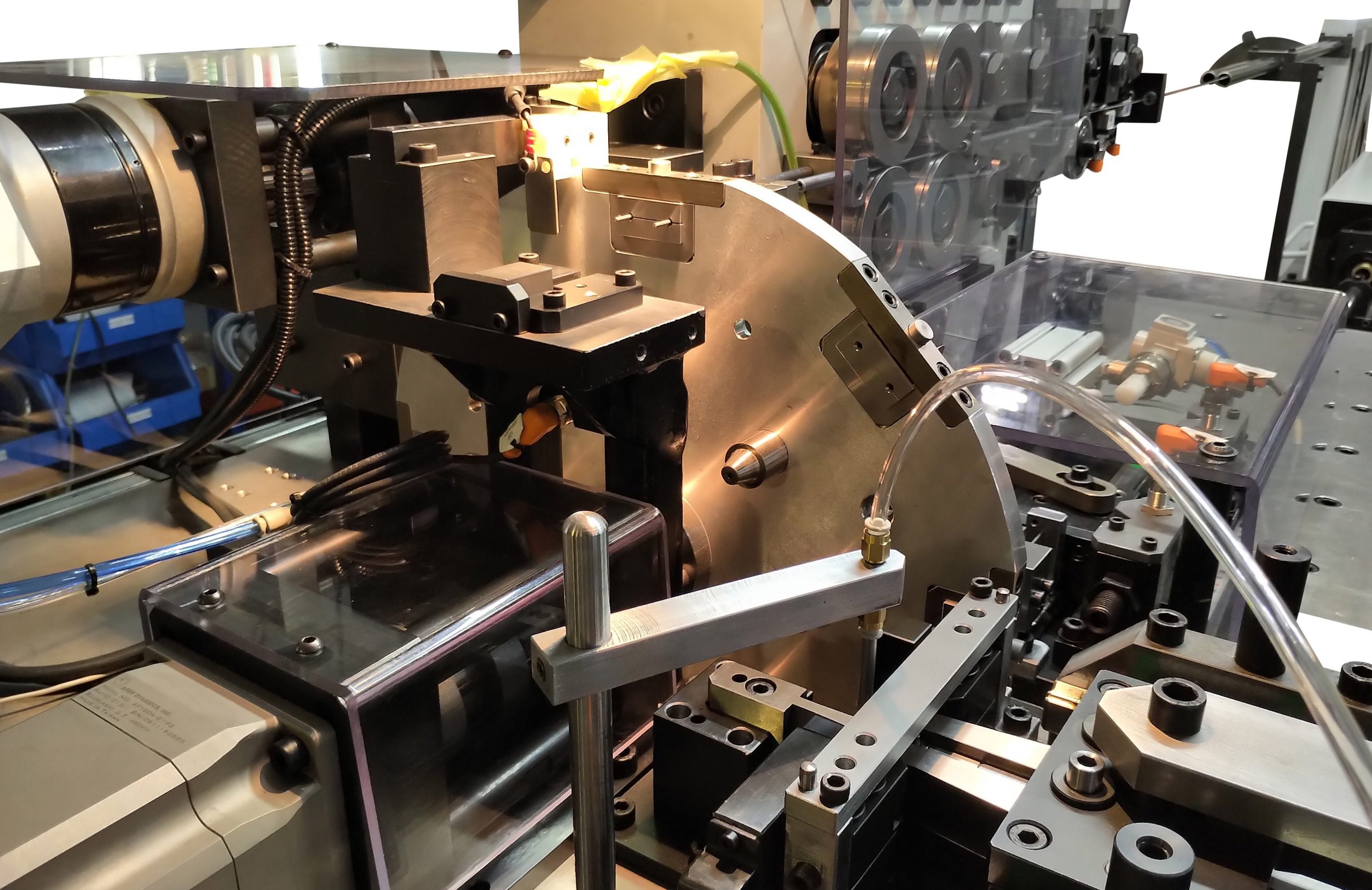
Indexing, feeding and chamfering unit
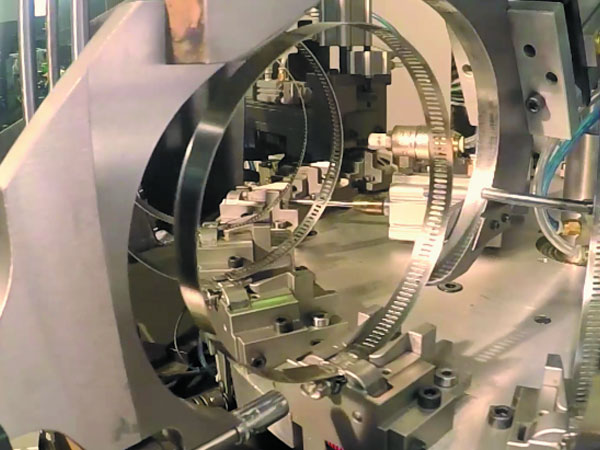
5. an indexable rotary table with horizontal axis feeds and holds the cut-to-length wires. The table moves the cut wires to an end chamfering station and then to a bending tool. Each step is validated by sensors. The operator can control and monitor the entire process via a colour touch screen.

Indexable rotary table

Chamfering heads